
The rifling in a Glock 19 S3f barrel. (Photo Credit: Christopher Orth)
When selecting a firearm, the term “rifling” often comes into play and sometimes gets caught up in a blanket statement about twist rate. Though twist rates are created by rifling, it’s important to understand the process behind rifling to grasp its importance in the world of shooting.
Rifling History
What makes up rifling — in short, lands and grooves. Lands are the raised, uncut areas of metal while grooves are the lower, depressed portion of rifling. Groove depth varies between .005-inches and .010-inches and is chosen based on what best suits the type of bullet the gun will use. For instance, muzzleloaders require deeper grooves than a bolt-action 6.5 Creedmoor.

Rifling of an AR (Photo Credit: David Werner)
The first instance of well-done rifling can be traced back to 1498 and is credited to the Germans. At that point in history, cutting rifling grooves was far more difficult than it is today; grooves were cut by hand, one by one, slowly and skillfully by gunsmiths to ensure even, smooth results. It took nearly half a century for rifling to transform from a rare art form to today’s where it can be easily mass-produced – though, hand-made barrels still remain superior. The advent of modern technology and mass production has benefited shooters who now can pick up barrels for their firearms at more reasonable prices.
Types of Rifling
The method used to create rifling matters too. Different methodology creates either more consistent or less consistent tolerances which in turn means more or less stability for the bullet. If you want a precision rifle you need a precisely made barrel.
There are a few means to cut these grooves into a barrel to create rifling. The first method is called broached Rifling. A broach is a hardened steel rod with blades staged in a spiral around it. The rod is made so each blade cuts a little bit deeper than the one ahead of it.
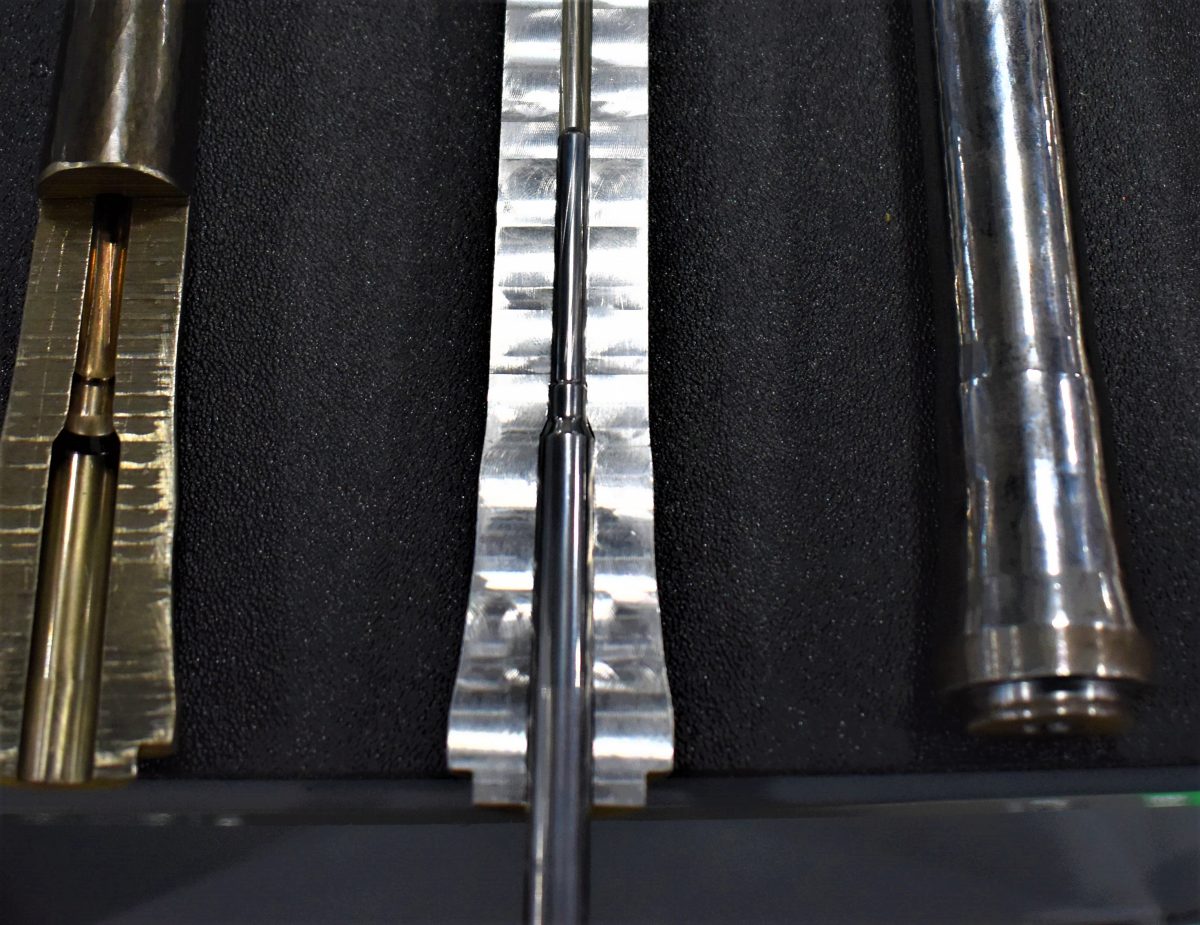
A mandrel, responsible for the chamber and rifling, is inserted into the bore during the Hammer Forging process creating lands and grooves. The above is shown in the center in a cutaway factory process from Daniel Defense, which performs Cold Hammer Forging on 4150 CMV steel blanks. (Photo: Chris Eger/Guns.com)
This gives barrel makers the ability to cut grooves in a cold barrel in one pass; though sometimes broaches are used in progressively larger sizes to cut a barrel until the groove depth is where the maker wants it. Broaching is fantastic for mass-production, does not put undue stress on the barrel and can be made to decent tolerances.
Another means of rifling is through button rifling. This type of rifling is achieved by using a somewhat bullet-shaped piece of tungsten carbide – a “button” or “plug” — to cut grooves. The button can be either pushed or pulled through the barrel depending on the maker’s preference. This is another solid method for mass-produced barrels and results in a beautiful finish. Tolerances of these rifles tend to be quite good.

The rifling of a 30mm cannon being made by Proof Research for the US Army. Photo Credit: Proof Research)
The oldest method in the gun world for cutting grooves, cut rifling involves the use of a single-bladed cutter. The cutter is usually pulled through a cold barrel with a single groove being created with each pass. Using this method doesn’t put much stress on the barrel and allows for tight tolerances. It is, of course, not well-suited to mass-production due to the lengthy process.
A newer technology, Electrolytic Cationic Machining, uses a wet-etching method that uses reverse-electroplating to remove from inside the barrel rather than add to it. These machines utilize electrodes shaped as plastic cylinders with reverse-imaged metal strips encircling them. To create the desired twist rate, the cylinder is pushed through the barrel while the barrel is immersed in chemicals like sodium nitrate and methodically rotated. Although this is an expensive method of rifling, it results in precise rifling.
What is Twist Rate and How Does It Relate
Rifling culminates to twist rate — a term seen most often when checking out the specs of guns. Twist rate is a figure that explains how many times a bullet spins as it travels through the barrel. For example, 1:7 twist rate means the bullet will rotate once every 7-inches. Twist rate is created by rifling and, yes, your twist rate does have an impact on precision. You shouldn’t expect amazing precision from an AR-15 with a 1:12 twist rate; however, an AR-15 with a 1:7 twist rate is another story. A slower twist rate tends to give the bullet more opportunities to yaw, which leads to tumbling and ultimately, larger and less reliable groups.
SEE AR-15s AT GUNS.COM
Bottom Line
There is a difference between twist rates of rifle and handgun barrels. The standard AR-15 might have a 1:7 twist rate but an M1911 chambered in .45 ACP could have a 1:16 twist rate. That doesn’t mean there’s a problem with the .45 ACP barrel, they are two varying cartridges and bullets with different requirements. Twist rate matters but there’s also a wide variety out there and for good reason, as there’s a variety of firearms, calibers, and purposes for shooting.
At the end of the day, if you’re after precision rifle shooting and beautifully tight groups a precisely-made barrel with a certain rifling is a necessity; however, if you’re looking for a plinking or duty gun a high-end or hand-cut rifled barrel isn’t needed.
To check out our inventory of plinking guns and precision firearms, head over to Guns.com to see more.
The post What Is Barrel Rifling and How Does It Relate to Twist Rate? appeared first on Guns.com.